Micron-accurate Coating Equal to Medical Device Tolerances
With most biomedical procedures, success is measured in fractions of an inch–more commonly, microns. Exact friction-free insertion of guidewires, hypotubes, catheters, cannulas, stents, balloons, drug-delivery catheters, cameras, and tissue samplers is critical to the success and safety of every procedure.
PTFE-coated guidewires are often used in the first step of many minimally invasive medical procedures. The preferred performance of a device is to have the lowest friction at the surface of the wires. Surface Solutions Group, LLC (SSG) of Chicago is a fully automated coating applicator for these and other biomedical devices.
One hundred percent of the guidewires, hypotubes, mandrels and similar devices coated by SSG are coated robotically; with no hand spray. Guided by the trademark phrase, “Every medical device we coat touches lives”, SSG has developed a robotic system that maintains the thickness of PTFE and hydrophilic coatings to the micron level–often to tighter tolerances than requested by the manufacturer.
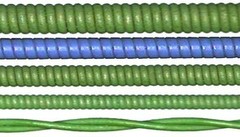
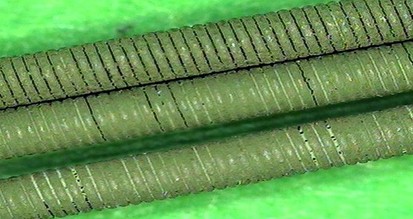
Guidewire surfaces are essentially wound wire, like a tightly wound spring. Coated with a low-friction fluoropolymer, the outer wound wire is what essentially touches the inner walls of the vasculature during a procedure. SSG coats the OD of these wires with a precise and consistent bonded film of PTFE, with no intercoil bridging, as is common with manually sprayed guidewires. The coating allows easy low-friction movement and manipulation of a guidewire as it is maneu-vered or steered through the vasculature.
Although ISO 11070 tests for fractures and strength, it does not evaluate coating friction or “feel”, only coating flaking, fracturing, and adhesion.
From the user standpoint, friction “feedback” from the guidewire must be a consistent and smooth, hydraulic-like feel. Unlike the surface of a more conventional mechanical device, wear of the coating on most medical devices is not a technical consideration. What is important is the consistent feel of the device as it is used.
Less is more
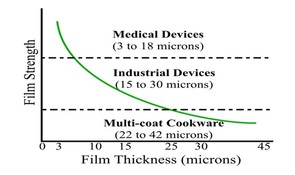
SSG’s technical staff, with more than a half-century of combined experience, has shown that unlike conventional oils and greases, fluoropolymer lubricants perform better as bearing surfaces when they are applied in thin–even superthin–coats. At micron thicknesses-“μ-coats”-both film strength and load-carrying ability are dramatically improved. Only the outer molecule of the PTFE coating on the surface provides friction reduction. This is why these consistently uniform and thin, robotically applied coatings maintain an even coefficient of friction.
At thickness in the micron range, the fluoropolymer film begins to take
on the strength of the metal to which it is bonded.

air filtered and climate-controlled storage area, staged for robotic coating
The SSG-developed robotic system results in film uniformity that is a monument to advancement in efficiency. More than 20,000 individual wires are coated each day along with a similar length of continuous wire supplied on reels or spools; with the coating applied to a film thickness of 10 microns-±2 microns, even on 560cm guidewires. This is a tolerance of a total of 4 microns of PTFE on a 22-ft guidewire. Hypotubes and mandrels often are coated with ultra-thin films of 4-6 microns using the same machinery developed by SSG.
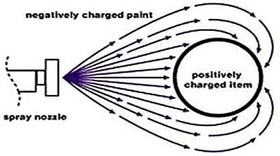
The electrostatic technology employed by SSG uses the basic principles of Coulomb’s Law of physics. When compared to the force of gravity, modern ultra-high voltage electrostatic forces are 30+ times the strength of gravity. This phenomena when harnessed, helps equalize the coating of a device wire because deposited particles are instantly neutralized and are good electrical insulators; as is the case with PTFE and various other coatings. This results in negatively-charged particles in the electrostatic cloud to seek out uncoated areas of the product, selectively coating the uncoated area.
Applying PTFE to a wire is vastly more challenging than coating a surface that is flat or nearly flat. The key to maintaining extreme uniformity of films is in eliminating process variables and electrostatics.
Verification of uncoated and coated diameters is done using a triple-axis laser micrometer with full report capability. In statistical terms, CPK values of over 1.7 are normal and are continuously monitored and recorded. Laser micrometers measure the entire 360-degree cylindrical surface of a wire or other device; checking 2,000 measurements per second with a verified accuracy to ±0.001 mm (±0.000040 in.).

Verification of uniform coating thickness
Consistent surface friction of coated devices is a function of coating thickness too. Out-of-specification (thicker and thinner) coatings can cause problems.
Some coatings need only a few microns of bonded coating thickness. However, out-of-specification or thick coatings may result in interference fits or erratic insertion forces. The thicker the coating the less effective the bond.
The benefits of robotic micron-coating accuracy are shown in the consistency of insertion and steering forces.
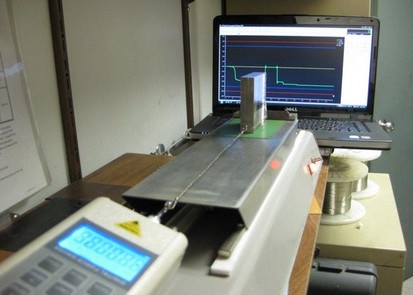
This ASTM D-1984 friction test provides digital force values which are computer logged.

Like any device involving manual dexterity–from the artist’s brush to dentist’s drill–touch familiarity is paramount. Once doctors and technicians become accus-tomed to the unique touch of a device, constancy becomes a real virtue. That is what they expect to work with on unit after unit. This means that the positioning of wires and other devices can be made without erratic motion, even when the wire is flexed to navigate the twists and turns of the vasculature system. The result is friction feedback that remains dependable and consistent for every wire in a production lot, year after year.
Clean Environment
As the saying goes, in the SSG processing room for guidewires, nothing is left to chance. In addition to the robotic coating process, the environment is controlled through a Hepa-filtered and humidity controlled, air-conditioned, air makeup system.


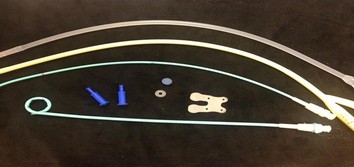
More medical applications and coatings
A wide range of medical grade coatings can be applied at SSG with their well developed, robotic electrostatic coating application system. This allows the medical device designer or engineer to specify not only PTFE coatings, but hydrophilic and electrically insulative coatings. The SSG electrostatic application cell machinery will accommodate all types of liquid coatings applied to metal, plastic and even rubber products.
Continuing research provides successful application of the latest water and solvent-base coatings, including hydrophilic coatings on guidewires and metal products. SSG now successfully processes rubber catheters and tubing with hydrophilic and low friction silicone coatings.
 Surface Solutions Group, LLC is exclusively devoted to the medical industry. All 100% of the products coated at SSG are used for the medical industry. As specialists, we are familiar with the technical requirements and compliance procedures necessary for the medical industry; including cytotoxicity, sensitization, irritation, systemic toxicity and hemocompatibility, 510K certification and maintain extensive files.
Surface Solutions Group, LLC is exclusively devoted to the medical industry. All 100% of the products coated at SSG are used for the medical industry. As specialists, we are familiar with the technical requirements and compliance procedures necessary for the medical industry; including cytotoxicity, sensitization, irritation, systemic toxicity and hemocompatibility, 510K certification and maintain extensive files.
We provide technical assistance to engineers and designers for American and International firms along with really rapid response for prototype processing. No matter where you are, we are your coating specialists. Tell us about your design objectives and we will help you get your project into production.
Verifying the Chemistry
Coating formulations are certified by an independent laboratory to be PFOA-free-data that is supplied to each customer. Additionally, every lot of coating is tested prior to application to verify its friction and adhesion properties.
PTFE formulations that withstand gamma radiation are also tested in actual gamma radiation environments.
SSG maintains complete physical samples of each and every prototype and production run, including samples of the coating on coated panels.
Click Here to view or download the PDF of this article